
Recommended minimum flange length and inside radius

Depending on the thickness of the plate, the bending of the plate requires the appropriate inner radius and flange length.

Here you can clearly see that it is not possible to bend the part on the right. The flange is too short.

The work on the right cannot be carried out. The inner radius is too small compared to the thickness of the material.


Holes close to the curve can be deformed. Holes should be longer than the minimum recommended flange length. See metal folding diagram.

The flange on the left is designed according to the rules in the bending table. This ensures that the hole is sufficiently far from the bend for optimum results. The part on the right has the hole too close to the bend and will deform.





Cut to "normal"

When making cuts in a sheet metal environment, use the cut for normal operation.
Distance between holes

2 mm sheet - the distance between cuts must be equal to or greater than the thickness of the material.
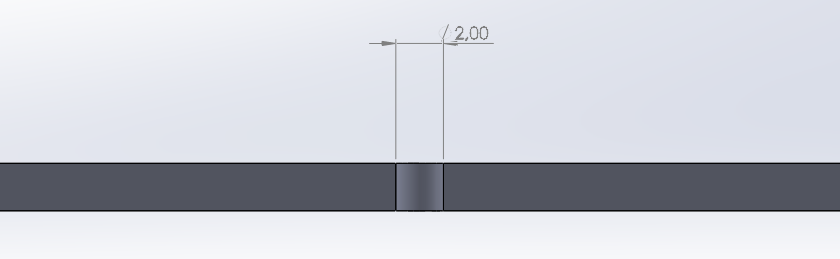
Hole size in 2 mm sheet metal. It is recommended that the holes are equal to or larger than the thickness of the material.

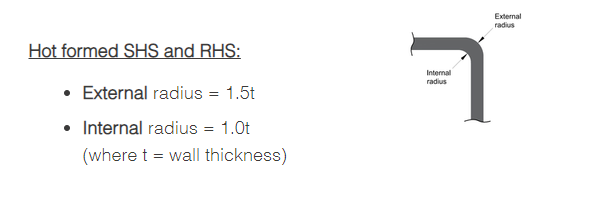
All rectangular tubes must have an inner and outer radius, just like in real life.
General rules for the radius:
- Radius measurements of corners of rectangular and square hollow section (SHS, RHS).
- Radius dimensions for hot and cold rolled rectangular (RHS) and square hollow section (SHS) tubes are hidden in their respective BS EN dimensional and tolerance standards.

Avoid holes that extend beyond the radius at the edges, as these would conflict with cutting through the rectangular thickness on the boxed part.

Cutting lines only

There must be nothing in the cutting file other than the cutting lines: no address block, dimensions, tolerances, centrelines, bend lines, hatching or thread marks.
Breaking views

